پرگارهای اندازه گیری:
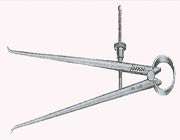
بنابر تعریف پرگار ابزاری است که برای اندازه گیری ابعاد اجسام، به ویژه قطرهای بیرونی و درونی قطعات استوانه ای به کار می رود. این ابزار متشکل از دو شاخه منحنی شکل فولادی است که در انتها با اتصال محکمی به هم لولا شده اند. فاصله میان دو نوک پرگار نمایانگر اندازه است. از پرگار بیشتر در اندازه گیریهایی استفاده می شود که نیازی به دقت ریزسنج نباشد. انواع گوناگونی از پرگارها برای اندازه گیریهای مختلف در کارگاهها به کار می رود. پرگارها را می توان در انواع زیر دسته بندی کرد:

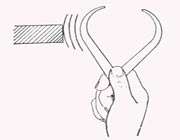
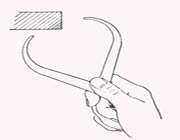
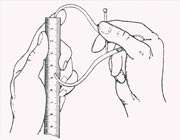
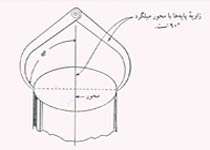
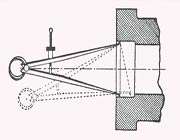
٫ سخت مفصل ۲٫ فنری ۳٫ انتقال اندازه یا لولا قفلی ۴٫ مرکزیاب برای اندازه گیری نباید پرگار را روی اجسام در حال گردش در ماشین تراش یا هر ماشین دیگر به کار برد زیرا در صورت قرار دادن یک لبه پرگار بر روی قطعه کار لبه دیگر آن نیز بر اثر اصطکاک میان سطوح متحرک بر روی قطعه کار کشیده می شود و با وارد آمدن اندک فشار بر پرگار پایه های آن به بیرون برمی جهد. به علاوه اندازه ای که از روی قطعه در حال حرکت برداشته شود دقت چندان ندارد. تعبیرهای ((درونی)) و ((بیرونی)) به این معنا هستند که این پرگارها به ترتیب برای اندازه گیری ابعاد درونی و بیرونی به کار می روند. کاربردهای پرگار سخت مفصل پرگارهای سخت مفصل_ پایه های این نوع پرگار با مفصل اصطکاکی به هم متصل هستند حال آنکه در پرگارهای فنری فنر حلقوی ناقصی دو پایه را به هم متصل می کند و فاصله میان دو پایه پرگار با پیچ و مهره تنظیم می شود. پرگار سخت مفصل پرگارهای فنری برای تنظیم پرگارهای بیرونی و درونی باید آنها را با اندازه تقریبی نزدیک به قطر دلخواه تنظیم کرد و سپس یکی از پایه ها را با ضربه های آرام به جسمی مناسب زد و دهانه پرگار را تا اندازه دقیق دلخواه باز یا بسته کرد.این روش نیاز به تمرین و ممارست دارد. معمولاً در آغاز چون افراد مبتدی ضربه های محکم می زنند دهانه پرگار بیش از اندازه لازم باز یا بسته می شود. روش درست و نادرست ضربه زدن با پایه پرگار سخت مفصل برای تنظیم آن. پرگارهای فنری برخلاف پرگارهای سخت مفصل در اندازه های بزرگ ساخته نمی شوند. برای تنظیم این نوع پرگار با اندازه دلخواه معمولاً از خط کش فولادی استفاده می شود. پرگار فنری بیرونی بدین گونه تنظیم می شود که یکی از انگشتان دست چپ انتهای خط کش و یکی از پایه های پرگار را در حالت مماس بر هم نگه می دارد و مهره تنظیم پرگار با انگشت شست و انگشت اشاره دست راست تنظیم می شود. روش تنظیم پرگار فنری بیرونی پرگار بیرونی برای اندازه گیری قطر میلگردها به کار می رود. ماشینکاران ماهر به مرور لامسه حساستر یا ((احساسی)) پیدا می کنند که به یاری آن می توانند اندازه دقت کارشان را با پرگار تعیین کنند. برای نگهداشتن پرگار فقط باید از نوک انگشتان استفاده شود. پرگار نباید زیاده محکم گرفته شود زیرا حالت آزاد انگشتان موجب افزایش حساسیت لامسه یا احساس دقت می شود. ماشینکار باتجربه به یاری حس خود اختلاف قطر چند صدم میلیمتر را هم تشخیص می دهد. اندازه گیری با پرگار هنگامی به درستی انجام می شود که تنها نیرویی که پرگار را بر روی محور می فشرد وزن خود پرگار باشد. قطر واقعی قطعه کار نیز هنگامی به درستی اندازه گیری می شود که خط محوری قطعه کار بر خط بر گذشته از نقاط تماس پرگار با آن عمود باشد. حالت درست پرگار برای اندازه گیری قطر قطعه کار. برای تنظیم پرگارهای درونی سر خط کش را روی یک سطح صاف قرار دهید و آن را در حالت عمود بر سطح نگه دارید سپس یکی از پایه های پرگار را بر روی سطح قرار دهید و با انگشتان شست و اشاره دست راست پایه دیگر را روی اندازه دلخواه تنظیم کنید. دقت کنید که سر پایه دوم پرگار درست روبروی مرکز خط اندازه خط کش قرار گیرد. همچنین با قرار دادن پایه های پرگار درونی در میان نقاط تماس پرگارهای ریزسنج بیرونی می توان آنها را دقیقتر تنظیم کرد. برای اندازه گیری قطر سوراخ باید دو سر پایه های پرگار را به گونه ای که نشان داده شده است در درون آن جای دهید و آرام آرام دست خود را بالا بیاورید و همزمان پرگار را نیز تنظیم کنید. به پرگار فشار نیاورید و دقت کنید که نوک پایه ها در امتداد قطر سوراخ قرار گیرد. روش اندازه گیری با پرگار درونی. روش انتقال اندازه تنظیم شده از پرگار بیرونی به پرگار درونی. دقت اندازه گیری با پرگار بستگی به مهارت، تشخیص و تجربه ماشینکار دارد. بعضی از ماشینکاران و ابزارسازان دقتهای بسیار غریبی از خود نشان می دهند حال آنکه بعضی دیگر فاقد احساس لامسه قوی برای انجام این کار هستند. پرگارهایی هستند که برای اندازه گیری ابعادی که دسترسی به آن ها چندان آسان نباشد و در صورتی که از پرگارهای دیگر استفاده شود خارج کردن آن ها امکان پذیر نباشد، مانند اندازه گیری قطر حفره های پخ خورده یا شانه های پشت قطعه کار، بسیار سودمند توانند بود. ساختمان این نوع پرگارها به گونه ای است که پس از تنظیم می توان دو پایه آن ها را برای عبور از موانع بست و چون باز شوند دوباره به همان دقت نخستین تنظیم باز می گردند. پرگار انتقال اندازه یا لوله قفلی سخت مفصل. پرگارهایی هستند که یک پایه کوتاهتر سرکج و یک پایه معمولی دارند. از این پرگارها می توان برای ترسیم خط روی محور یا کشیدن خط روی سطحی به موازات لبه قطعه کار استفاده کرد.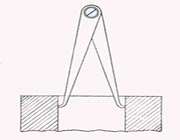





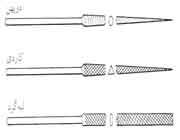
پرگارهای انتقال اندازه یا لولا قفلی


پرگارهای مرکزیاب


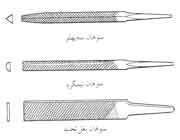
پرگار مرکزیاب با پایه سرکج و پایه نوک گرد قابل تنظیم. پایه نوک تیز یا ترسیمگر باید به گونه ای تنظیم شود که اندکی کوتاهتر از پایه سرکج باشد. پایه سرکج را روی انتهای خط کش قرار دهید و پایه ترسیمگر را بر روی اندازه دلخواه تنظیم کنید. این ابزارها در ظاهر شبیه به پرگار است با این تفاوت که پایه های آن دارای سطح مقطع گرد و نوک تیز است. به طور کلی فاصله میان سطوح یا روی آنها با پرگار مناسب اندازه گیری و سپس این اندازه که در واقع همان فاصله میان سرهای دو پایه پرگار است با اندازه استاندارد، مانند تقسیمات اندازه خط کش مقایسه می شود. تعیین فاصله میان نقاط، انتقال اندازه ها از روی خط کش و نیز رسم دایره یا کمان از دیگر موارد کاربرد پرگارهای تقسیم به شمار می رود. پرگارهای تقسیم بر اساس نوع اتصال و طول پایه ها دسته بندی می شوند. ساده ترین نوع آن ها پرگار سخت مفصل است. پایه های پرگارهای تقسیم فنری از جنس فولاد و دارای مقطع گرد و کاملاً پرداخت شده هستند و نوک آن ها همتراز هم قرار می گیرد. پرگارهای تقسیم لولا قفلی را می توان تا موضع تقریباً صحیح اندازه گیری آزادانه پیش برد و سپس قفل آن را بست و با پیچ تنظیم فاصله آن را تثبیت کرد. پرگارهای تقسیم بالدار ساختمانی مانند پرگارهای نوع لولا قفلی دارند با این تفاوت که تنظیم و تثبیت اندازه آن به جای پیچ لولا با پیچ های بال انجام می شود. نوک تمام پرگارهای تقسیم باید با زاویه ۲۵ درجه سنگ زنی و همواره تیز نگهداشته شود. بیشتر بودن زاویه موجب دشواری تنظیم نوک پرگار روی خط یا نقطه دلخواه و کمتر بودن آن موجب سایش بسیار سریع نوک و در نتیجه لزوم تیز کردن مداوم آن می شود. برای تیز کردن نوک باید از سنگ چاقو تیزکنی استفاده شود.در صورت استفاده مداوم از پرگار تیز کردن مرتب نوک موجب می شود که دیگر نیازی به سنگ زدن پیش نیاید. نوک پرگار باید به گونه ای تیز شود که از امتداد خط محوری پایه خارج نشود. بدین منظور آن را در امتداد جلو و عقب برروی سنگ بمالید و با چرخاندن مچ در حین حرکت رفت و برگشت دست، نوک پرگار را هر دم روی ناحیه تازه ای از سنگ بچرخانید. نوک پرگارهای تقسیم ظریف و تیز است و بنابراین باید سخت مراقب بود تا آسیب نبینند. بعضی از ماشینکاران هنگام تنظیم این ابزار آن را عمود بر خط کش نگاه می دارند ولی این روش می تواند موجب آسیب دیدن نوکها و نیز ایجاد خراش بر روی خط کش شود. برای تنظیم پرگار تقسیم خط کش را روی سطحی صاف بگذارید و پرگار را به گونه ای که در شکل نشان داده شده است در دست بگیرید. یکی از دو نوک پرگار را روی خط اندازه ای از خط کش قرار دهید و با باز و بست کردن پیچ تنظیم با انگشتان شست و اشاره دست راست نوک دیگر پرگار را روی خط اندازه ای تنظیم کنید که فاصله دهانه دلخواه را به دست دهد. توجه کنید که نوک پرگار باید بر مرکز خط اندازه منطبق شود و خطی که از دو نوک پرگار می گذرد با لبه خط کش موازی باشد.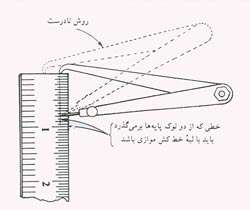
پرگارهای تقسیم: